

I enhver stempelforbrændingsmotor er der en del, der forbinder stemplet med det øverste hoved af plejlstangen - stempelstiften.Alt om stempelstifter, deres designfunktioner og installationsmetoder samt korrekt valg og udskiftning af forskellige typer stifter er beskrevet detaljeret i artiklen.
Hvad er en stempelstift
Stempelstiften (PP) er en komponent i forbrændingsmotorens stempelgruppe;stål hul cylinder, ved hjælp af hvilken stemplet og plejlstangen er hængslet.
I frem- og tilbagegående forbrændingsmotorer udføres transmissionen og omdannelsen af kræfter, der opstår ved forbrændingen af brændstof-luftblandingen i cylinderen, af en stempelgruppe og en krumtapmekanisme.Hoveddelene af disse systemer omfatter et stempel og en plejlstang med et hængselled, på grund af hvilke det er muligt at afvige plejlstangens akse fra stempelaksen, når den er mellem øvre og nedre dødpunkt (TDC og TDC).Hængselsforbindelsen af stemplet og plejlstangen er implementeret ved hjælp af en simpel del - en stempelstift.
Stempelstiften løser to nøgleopgaver:
● Fungerer som et hængsel mellem stemplet og plejlstangen;
● Giver overførsel af kræfter og drejningsmomenter fra plejlstangen til stemplet ved start af motoren og fra stemplet til plejlstangen, når motoren kører.
Det vil sige, at PP ikke kun forbinder stemplet og plejlstangen til et enkelt system (som også inkluderer krumtapakslen), men sikrer generelt også den koordinerede drift af stempelgruppen og motorens krumtapmekanisme.Derfor påvirker enhver funktionsfejl eller slid på fingeren driften af hele kraftenheden negativt, hvilket kræver hurtig reparation.Men før du køber nye stempelstifter, bør du forstå deres design og nogle funktioner.
Typer, anordninger og karakteristika for stempelstifter
Alle aktuelt brugte stempelstifter har stort set samme design: generelt er det en hul stålstang med relativt tynde vægge installeret i stempelnavserne og det øverste plejlstangshoved.I enderne af stiften fjernes affasninger (udvendige og indvendige), som sikrer nem montering af delen i stemplet eller plejlstangen, og forhindrer også beskadigelse af andre dele i tilfælde af utilsigtet kontakt med dem.
Samtidig kan forskellige hjælpeelementer udføres i fingrene:
● Bringe de indvendige vægge ind i en kegle fra midten til ydersiden for at lette fingeren og samtidig bevare dens styrke;
● Indvendige ringbælter i den centrale del af fingeren for at hærde den;
● Tværgående laterale huller til stiv fastgørelse af stiften i stempelboven.
Stempelstifter er lavet af blødt strukturelt kulstof (15, 20, 45 og andre) og nogle legerede (normalt krom 20X, 40X, 45X, 20HNZA og andre) stål.Den ydre overflade og et lille bælte for enden af dele fremstillet af blødt stål karbureres og bratkøles til en dybde på 1,5 mm, indtil en hårdhed på 55-62 HRC er nået (mens det indre lag har en hårdhed i området 22- 30 HRC).Dele lavet af medium kulstofstål hærdes normalt med højfrekvente strømme.Efter varmebehandling udsættes den ydre overflade af PP for slibning.Hærdning af delen giver høj modstand af dens ydre overflade mod slid, mens viskositeten af de indre lag af væggen bevarer fingerens evne til at modstå stødbelastninger og vibrationer.Overfladeslibning eliminerer områder med farlige belastninger, som under motordrift kan føre til skrammer, hærdning eller endda ødelæggelse af dele.
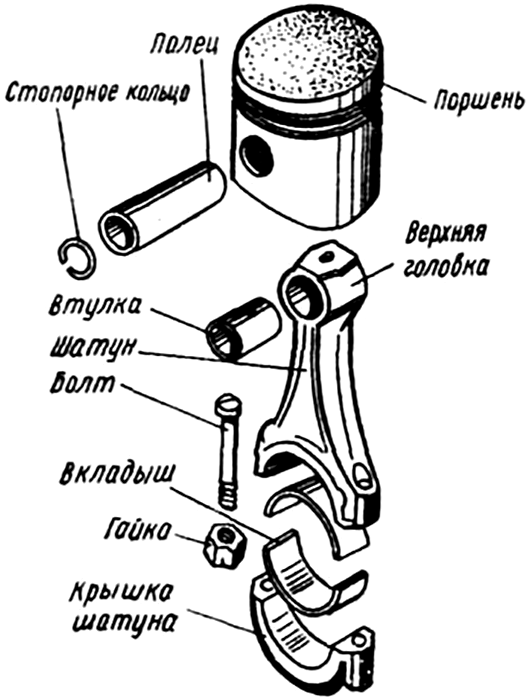
Typisk stempeldesign med plejlstang
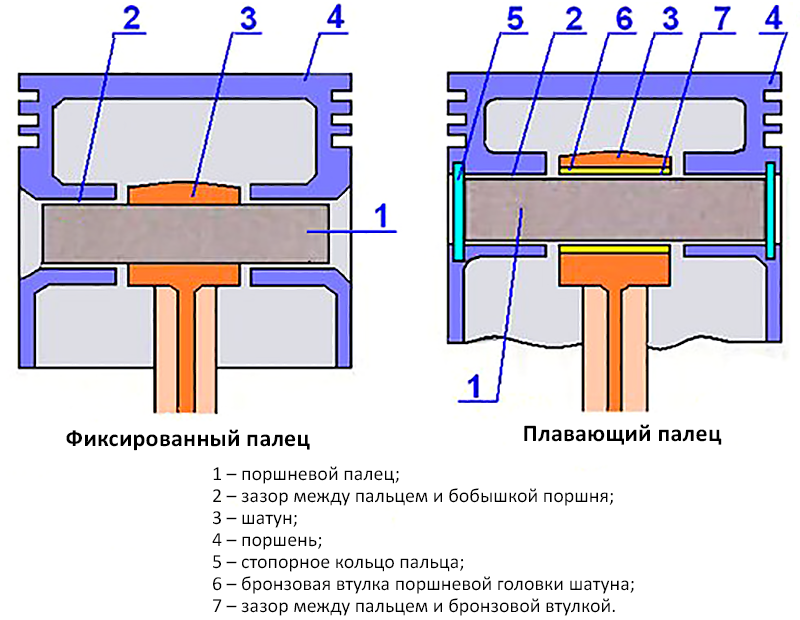
Som allerede angivet er stempelstiften placeret i stemplet og det øverste hoved af plejlstangen, der forbinder disse dele i et system.I stemplet til denne del er der to forlængelser med tværgående huller - nasser.Der er to designmuligheder for hængslet mellem stemplet og plejlstangen:
● Med en "svævende" finger;
● Med en finger trykket ind i plejlstangen.
Det andet skema er mest simpelt implementeret: i dette tilfælde presses PP'en ind i det øverste (et stykke) hoved af plejlstangen, hvilket forhindrer dens aksiale forskydning, og i stemplets nasser er det placeret med et vist mellemrum , hvilket gør det muligt at dreje stemplet i forhold til PP under driften af kraftenheden i alle tilstande.Mellemrummet giver også smøring af gnidningsdele (selvom på grund af det lille mellemrum fungerer fingeren og overfladerne på knasterne, der er i kontakt med den, altid i utilstrækkelig smøretilstand).Denne ordning blev brugt på indenlandske biler VAZ-2101, 2105, 2108, den er meget udbredt på moderne modeller af udenlandsk produktion.
Det "svævende" fingerskema er mere komplekst, da det har flere hjælpedele.I denne ordning er PP'en med et lille mellemrum installeret i begge dele - både i stempelbosserne og i det øvre plejlstangshoved, dette sikrer dens frie rotation under motordrift.For at forhindre aksial forskydning af fingeren anvendes fjedrende holderinge, placeret på tværs af hullerne i knasterne - de tjener som stop for PP'en, hvilket forhindrer den i at falde ud.Ringene kan være lavet af fjedertråd med cirkulært tværsnit eller stemplet af metalplade.I sidstnævnte tilfælde har delene et rektangulært tværsnit, og huller til værktøjet er tilvejebragt i begge ender for at lette installation og fjernelse af ringene.
I nogle tilfælde bruges låsesvampe eller propper, de er lavet af blødt metal, så de ikke beskadiger cylinderspejlet ved kontakt med det.Stik bruges i totaktsmotorer med et bestemt arrangement af indsugnings- og udstødningsvinduer, hvilket forhindrer uønsket gasstrøm mellem dem.Nogle gange bruges det til at fastgøre delen med en skrue skruet ind i den nederste del af bommen og ind i hullet for enden af PP'en.
Faste og flydende stempelstifter
PP, uanset installationsmetoden, kan have en forskydning i forhold til stemplets akse, der når halvanden eller flere millimeter.Denne forskydning har til formål at reducere de dynamiske belastninger, som stemplet, PP og plejlstangshovedet udsættes for under TDC og TDC.Stemplet i sin bevægelse til TDC og til TDC presses mod den ene væg af cylinderen, hvilket også fører til, at PP'en presses mod den ene væg af hullerne inde i knasterne.Som følge heraf er der kræfter, der gør det vanskeligt at dreje PP'en i de parringsdele, og når man passerer TDC og TDC, kan drejningen ske brat - det sker med et slag, som kommer til udtryk ved et karakteristisk bank.Disse faktorer elimineres præcist ved at installere PP i stemplet med en vis akseforskydning.
Sådan vælger og udskifter du stempelstiften
Under driften af motoren, især i alternerende tilstande, udsættes fingrene for betydelige belastninger, de slides, kan deformeres og kræver udskiftning.Behovet for at udskifte fingrene indikeres af forringelsen af kompressionen og et fald i motorens dynamiske egenskaber, hvilket yderligere manifesteres af et karakteristisk banke.
Reparation af kraftenheden er i dette tilfælde reduceret til udskiftning af fingre og nogle gange parringsdele - forbindelsesstanghovedbøsninger i systemer med "flydende" PP, ringe og andre.Udvælgelsen af nye fingre og andre dele udføres i henhold til reparationsmålene.For de fleste husholdningsmotorer tilbydes for eksempel dele af tre reparationsstørrelser, der adskiller sig med 0,004 mm (for eksempel bruger VAZ-motorer ofte stifter med en diameter på 21,970-21,974 mm (1. kategori), 21.974-21.978 mm (2. kategori) og 21.978-21.982 mm (3. kategori)).Dette gør det muligt at vælge stifter med forskellige diametre under hensyntagen til stigningen i diametrene af hullerne i de sammenkoblende dele på grund af slid og efterfølgende boring.Boring udføres altid for de samme reparationsdimensioner, og hvis sliddet på dele overstiger de specificerede områder, skal de udskiftes.
Som regel sælges fingre i sæt (2, 4 eller flere stykker), nogle gange sammen med holderinge og andre dele.
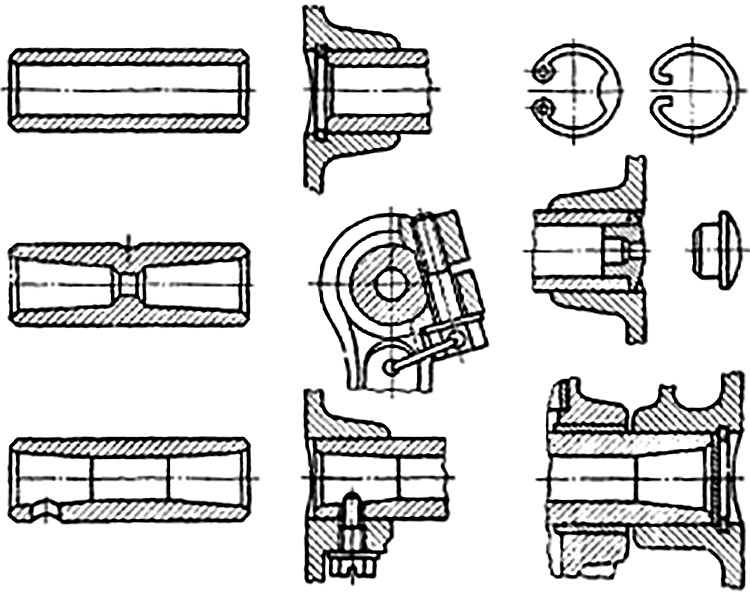
Stempelstifter af forskellige typer og metoder til deres fiksering i stemplet
Ved reparation af en stempelgruppe med "svævende" stifter er det ikke nødvendigt at bruge specialudstyr - installationen af dele i knasterne og plejlstangshovedet udføres ved håndkraft.Hvis fingeren ændres med fiksering i plejlstangen, skal du bruge en speciel enhed til at trykke og trykke på PP (i det enkleste tilfælde kan disse være bøsninger og stænger, men fagfolk bruger mere komplekse mekaniserede enheder, der ligner en skruestik ).
I nogle tilfælde udføres installationen af den "flydende" PP i knasterne også i interferens, for dette opvarmes stemplet i vand eller anden væske til 55-70 ° C før installation.Faktum er, at et aluminiumsstempel udvider sig hurtigere end en stålstift, så på en uopvarmet motor øges afstanden mellem delene, og der opstår et banke.Når du installerer PP'en i interferensen, opstår mellemrummet kun, når motoren varmes op, hvilket forhindrer påvirkning af dele og følgelig banke.
Det skal bemærkes, at arbejdet med at udskifte stempelstifterne kræver betydelig demontering af motoren, så det er bedre at udføre dem med passende erfaring eller stole på fagfolk.Kun med det rigtige valg af fingre og korrekt reparation vil stempelgruppen fungere pålideligt og effektivt, hvilket sikrer høj ydeevne af kraftenheden.
Indlægstid: Jul-11-2023